28 , February
In modern manufacturing, plastic products are popular due to their lightweight, durable, and easy to process characteristics. As one of the main methods of plastic processing, injection molding often determines the quality and performance of its products based on the raw materials used. So, what are the raw materials for injection molded plastic products? What are their unique performance characteristics? Next, let’s unveil the mystery of plastic together!
一、Definition of Plastic
Plastic is a material primarily composed of synthetic or natural polymer compounds. Under specific temperature and pressure conditions, it can be molded into various shapes and can maintain its shape unchanged at room temperature.
二、 Composition and classification of plastics
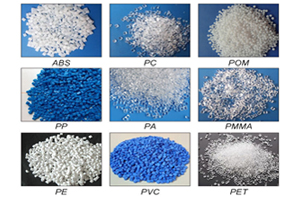
The main component of plastics is resin, and according to different types of resins, plastics can be divided into the following categories:
Thermoplastic: This type of plastic can become soft and flow when heated, and then harden and maintain its shape when cooled. Common thermoplastic materials include polyethylene (PE), polypropylene (PP), polystyrene (PS), polyvinyl chloride (PVC), etc.
Thermosetting plastics: These types of plastics can soften and flow when heated, but when heated to a certain extent, they will begin to undergo chemical reactions, forming an insoluble and non melting network structure. Common thermosetting plastics include phenolic resin (PF), epoxy resin (EP), etc.
Universal plastics: These types of plastics have a large production capacity, wide applications, and low prices, such as polyvinyl chloride, polystyrene, polyethylene, etc.
Engineering plastics: have certain metallic properties, can withstand certain external forces, and have good mechanical, electrical, and dimensional stability. Common engineering plastics include polyamide (PA), polycarbonate (PC), polyoxymethylene (POM), etc.
Functional plastics: plastics with special functions such as radiation resistance, superconductivity, magnetic conductivity, and photosensitivity. For example, fluoroplastics, organosilicon plastics, etc.